6061铝合金是经热处理预拉伸工艺生产而成的一种高品质合金材料,紧张合金元素是镁与硅,并形成Mg2Si相。因其具有中等的强度、氧化效果较好、同时抗堕落性和可焊接性良好,使其具有良好的加工性能且加工后不变形、材料致密、易于抛光及上色膜等浩瀚优点,已被广泛运用于航空航天、交通运输、建筑装饰、电子家电、板带、包装、印刷等领域[1]。
目前,大部分企业仍旧采取MIG焊来焊接铝合金材料,但是在焊接过程中,因其在高温焊接环境下强度非常低,不敷以使熔化形成的熔池金属得到支撑,从而会涌现一些焊接毛病,如焊缝成形不良、塌陷和烧穿等毛病[2]。其余在焊接中由于铝合金表面的氧化膜极易接管气体水分,在焊缝金属一次结晶过程中来不及逸出而形成气孔[3]。Javier等[4]比较了不同热输入对6061铝合金力学性能的影响,母材由于热输入的浸染形身分歧的区域,热影响区中存在一个硬度最低区域。

在当代工业生产中,焊接质量紧张由焊工闇练的焊接技能来担保,而焊接时的线能量多少、焊件温度分布及应力影响难以节制,须要大量实验。采取数值仿照的方法,利用有限元对温度分布及应力应变进行预测,确定得当的焊接工艺参数。
本文采取双椭球热源模型,利用Sysweld软件,对6061铝合金T型接头焊接过程进行热力耦合数值仿照仿真,打算求解在焊接过程中的焊接温度场、位移及变形、应力应变,剖析所选焊接参数的可行性,为后续实验供应参数依据。
T型接头的有限元剖析建模
有限元模型建立
焊接件为6061铝合金,翼板尺寸为200 mm×100 mm×4 mm,腹板尺寸为200 mm×50 mm×4 mm,焊脚高4 mm。通过Solidworks进行建模并以IGES格式导出。
网格划分
将由Solidworks导出的IGES格式模型导入到Visual-Mesh进行网格的划分,为担保焊缝及其附近高温区域得到较为精确的温度分布,焊缝区及附近区域划分为密网格,其他区域为疏网格。采取8节点6面体单元对几何模型进行网格划分。全体模型中共有3D单元16974个,22610个节点。根据实际焊接工况,设置了边界条件合约束,个中赤色节点限定了z方向位移,为了肃清刚体位移,底部选取3节点分别限定x、xy、xyz方向位移,详细网格划分如图1所示。
组的创建
由于Sysweld数值仿照是仿照焊接过程中焊枪沿固定轨迹进行起弧焊接,因此采取Visual-Weld软件对焊接件进行分组处理。因实验设备局限,用FNUAC弧焊机器人进行实际焊接操作,焊枪一次性焊接完成一条角焊缝。焊接过程中所需焊接轨迹线、焊接参考线、焊接起始点、焊接终止点、焊接开始单元等条件(见图2)由Visual-Weld完成。
材料性能参数
为提高仿照仿真结果准确性,鉴于6061热导率大,因而在构件的焊接过程中需理解6061铝合金的热物理性能和机器力学性能参数随温度的变革[5]。在Sysweld仿真软件的材料数据库中,热导率、比热容等热物理性能和杨氏模量、屈从强度等机器力学性能都可以根据材料的变革特色在Sysweld中加载图表。个中,比热容、热导率随温度的变革曲线如图3所示,杨氏模量、屈从强度参数如图4所示。
Sysweld求解
热源数字模型的建立
在MIG焊接的数值仿照中,双椭球热源模型是最为通用的三维模型[5],因在焊接方向上,热源前后能量密度不一致,而椭球形呈几何体状,有着不同的轴长,可以准确反响出焊接方向上的能量密度不对称。在Sysweld仿照软件中,直接调用双椭球模型的热源拟合模型。
在实验过程中,设置了电流和焊接速率两个变量进行考试测验性实验,考虑到焊接过程的稳定性、焊缝成形、焊接热影响等成分,终极确定参数为焊接电压:18.75 V,焊接电流:120 A,焊接速率:
5 mm/s,焊接线能量:450 J/mm。
焊接引导及求解
按照所需焊接条件,根据Sysweld焊接引导以及前期所做工为难刁难焊接件进行焊接前处理,详细焊接引导流程如表1所示。检讨所有工艺过程数据、边界条件,担保焊接求解过程的准确性,完成所有检讨事情,进行打算求解。
数值仿照及剖析结果
焊接瞬时温度场剖析
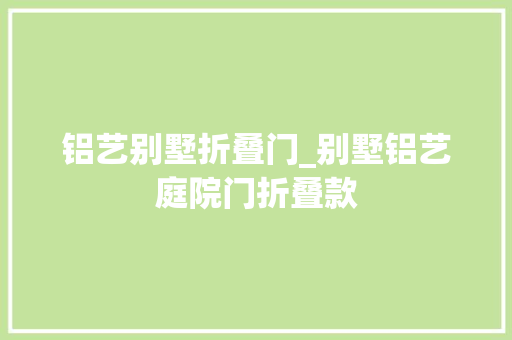
6061铝合金热导率大,试件内部热量通报较快,图5为在焊接仿照过程中15 s时候的瞬时温度场分布云图。从图中可以看出,粉赤色部分区域呈现椭球状,黄色、黄绿色、绿色等等温区域也呈现椭球状,全体热源的温度场在构件上呈现椭球分布。热源前段等温线密集,温度梯度大,温度变革剧烈,热源后端等温线稀疏,温度梯度较小,变革较慢,焊缝处金属最高温度达到800℃旁边。随着热源的运动,焊接温度场处于动态变革过程,个中粉色、赤色区域基本上达到焊缝边缘且体积较小,解释此热源在6061铝合金T型接头焊接时知足加热面积小、功率密度大等空想热源的特色,对周围金属的热影响较小,适宜焊接。在焊缝横截面上,选取热源及其临近的3个节点,绘制每个节点的热循环曲线,如图6所示。由图可知,在热源浸染下,须要焊接部分加热速率极快,温度迅速上升到800℃旁边,其他近缝点温度也迅速上升并达到材料的熔点,解释焊接所用线能量知足实际焊接的哀求。当温度达到相变温度之后,在相变温度以上的勾留韶光比较短,解释在焊接过程中,发生相变的韶光短,担保了原焊件的性能。当温度达到峰值温度之后,冷却速率也非常快,在5 s内就可以从峰值温度冷却到300℃,随后缓慢冷却到室温。
焊接变形剖析
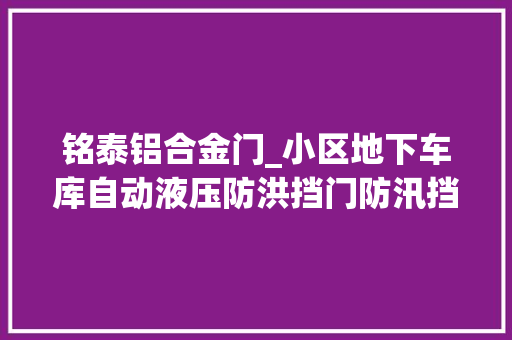
在焊接过程中,选取20 s时候的xOy截面温度场云图,如图7所示。从图中可以看出,焊缝在翼板和腹板的上表面且焊缝处温度处于最高,导致翼板和腹板高下表面靠近焊缝处的节点受热的影响不同,所经历的焊接热循环不同;同样翼板和腹板间隔焊缝远近不同的各点,温度分布极不屈均。这种温度极不屈均就导致了焊件在厚度方向上的横向紧缩变形,导致构件发生变形。焊件变形位移量云图如图8所示。从图可知,在翼板焊缝一端,由于受热影响大,并且夹具少,焊接变形量大,最大处可达2.64 mm;腹板上最大位移量在起焊段腹板边缘处,位移量达到1.76 mm,但是只有极少部分,霸占全体腹板的比例很小,从全体T型构件尺寸来看,位移量在可控范围内。
焊接应力剖析
构件焊接时的应力云图如图9所示。由图可知,焊缝处存在较大的纵向应力和横向应力,厚度方向应力较小,粉色、黄色区域为焊接时仿照夹具所在位置,应力最大,达到220 MPa。三个方向上的应力是由于各个方向上的紧缩变形引起的,纵向和横向应力由于构件尺寸大,焊缝处紧缩变形受到周围金属的约束而产生较大的应力分布[5]。
结束语
采取双椭球体热源分布模型,基于Sysweld仿真软件,对6061铝合金T型接头焊接过程进行热力耦合数值仿照仿真,得到温度场、应变场的变革规律,熔池金属在焊缝边缘且体积较小,加热面积小、功率密度大,对周围金属的热影响较小,位移偏差最大处2.64 mm,焊接应力在夹具处最大,热源选择偏差不大,仿真结果可信,可以为后续实验供应辅导。
文章来源——金属天下