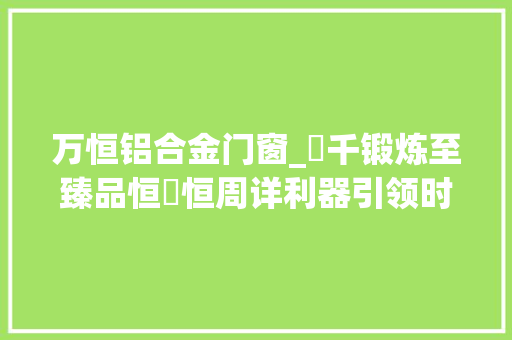
毛刺常日由于材料的塑性变形而产生在被加人为料切削终端边缘,特殊常见于铝合金这类延展性较好的材质(或是韧性较好的材质如:不锈钢)。
切削毛刺形成的一样平常过程

其形态与尺寸紧张取决于工件的材质及其端部的支承刚度、刀具几何形状、刀具切削轨迹、刀具磨损、切削参数、冷却液的利用等多重成分。
为何要去毛刺(简要列举部分)毛刺的存在会使加工、丈量或安装失落去准确性,影响工件的尺寸精度和形位精度。毛刺的硬化、脱落是裂纹的源头,会降落工件的利用寿命。可能对生产操作者或机器的利用者造成侵害。毛刺的存在或脱落有可能会造成电气短路,如果掉入滑动部分时,会加速摩耗造成事件。
掌握毛刺的一些履历加工顺序的选择安排加工顺序时,应只管即便将产生毛刺的工序安排在前,而把不产生毛刺(或毛刺较小、数量较少)的工序安排在后,或者合理利用后面的一些工序打消前一道工序产生的毛刺。例如,在加工阶梯槽时,先加工深槽,再加工浅槽,可以去除深槽加工时产生的槽边毛刺,有效地改进加工质量。
加工方法的选择工艺设计时应只管即便选用天生毛刺较少或利于去除毛刺的加工方法。
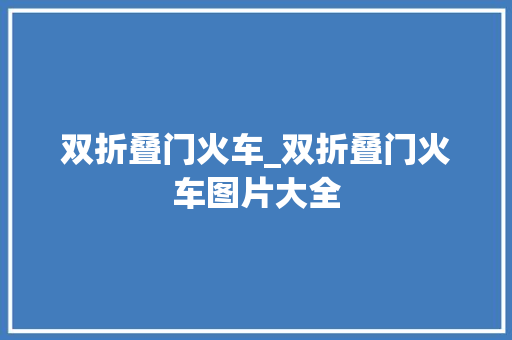
零件棱角θ
比如在切削加工时应中将出刀口置于与零件棱角θ(两相邻加工面的边棱交角)值较大的位置,其端部的支承刚度更好,可以有效减小乃至是完备的肃清毛刺的产生。
再大略举两个例子:
铣削加工中顺铣切入层厚而切出层薄,切削平稳,产生的毛刺小,逆铣切入层薄而切出层厚,产生的毛刺大。想要减少铣削毛刺,就应只管即便采取顺铣。
铣平面时,如果用端铣刀加工零件平面,垂直于加工平面切削产生的切削力大,以是产生的毛刺也较大,而采取圆柱平面铣刀顺铣则能有效减少毛刺的产生。
其余,加工时纵然不能完备抑制毛刺的产生,也应使出刀口处于一个随意马虎去除毛刺的位置,来便降落后续去除毛刺的本钱。
刀具的选用金属加工是由刀具挤压工件加工部分由弹性变型——塑性变型——割断来实现的。而铝合金材质本身韧性延展较好,不随意马虎断屑,以是刀具刀刃一定要锋利。
锋利的高速钢刀具、硬质合金刀具(铝用刀)、PCD刀具都可以,目的是缩短工件本身弹性变型塑性变型韶光,避免撕扯零件加工部位而产生毛刺。
但同时刀具磨损对毛刺的形成有很大的影响,如果是批量持续生产同时还须要考虑刀具的耐磨性,让刀具在锋利状态保持韶光更长,此时建议采取PCD刀具(可参看:你把稳到了吗,PCD刀具在铝加工中利用得越来越多了)。
还可以在加工过程中选用专门的复合刀具(复合铣刀、复合钻头等等)。前一刀具天生的毛刺可以被后一刀具除掉,能够在掌握毛刺天生的同时改进加工质量。
切削参数上进行调度比如:增大刀具前角、减少切削厚度、调度切削速率等,可结合实际调度。
走刀路线的优化刀具退出是切出方向毛刺形成的紧张成分。常日情形下,铣刀旋出工件所产生的毛刺较大,旋入工件时产生的毛刺较小。因此,在加工过程中应只管即便避免铣刀旋出。
另一个经典例子:
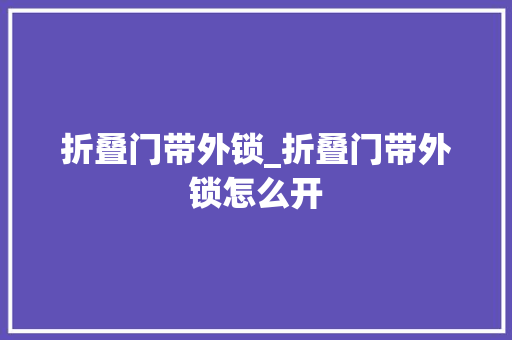
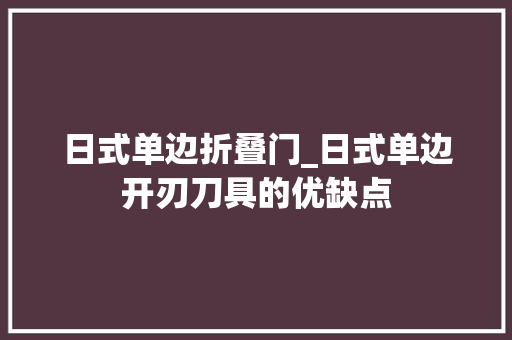
走刀路线的优化
左图为传统的之字型走刀路线,图中阴影部分表示可能产生尺寸较大的切出切削方向毛刺的部位。右图采取了改进的走刀路线,它可以避免切出毛刺的天生。虽然右图的走刀路线比左图的走刀路线略长,花费铣削韶光略多,但由于不须要附加去毛刺工序,因此综合起来看,在掌握毛刺方面,右图所示走刀路线优于左图路线(去毛刺时必须走完毛刺所在的所有棱边)。
切削液的选用利用抗黏结性能好的切削液,以减小刀具磨损,延长其利用寿命,润滑铣削过程,进而减小毛刺尺寸(可参看:铝用切削液的选择)。
其他办法采取多件重叠加工,使一个零件的加工出刀口紧贴另一个零件的加工入刀口。这样不仅缩短了切削行程,提高了生产效率,同时还增强了零件加工时的刚性,减小了切削变形,能有效地防止和减少毛刺的产生。
附件加工,在零件加工出刀口处利用各种不同的附件作赞助支承充填等。例如在薄壁管件上加工小孔时,在零件内插入一根心轴,钻孔后再取出,就可以避免零件变形,减少孔内毛刺的天生。
哈思孚小面积铝板加工中央
末了,铝加工的话,推举大家利用专门的铝加工中央(F系列精密加工中央,另有MF系列非金属加工中央适配工程塑料),与适宜的切削液搭配可以钻铣、攻丝,还可以加工铜、钛合金、PC、PA、电木板、FR4、木板等多种材质。适用个性化周期性生产,在确保加工精度、效率的条件下,比通用加工中央更适配行业,直销模式下价格也更有上风,十五年迈厂专业技能做事,非常适宜刚入行的新人。