图1 VC80立式加工中央
图2 有模单点成形装置

图3 有模单点成形装置构造示意图
钣金零件成形试验
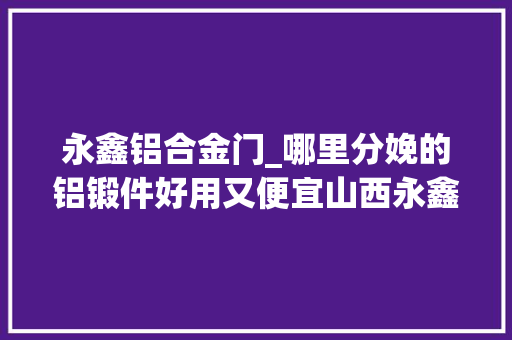
采取2024铝合金进行单点渐进成形试验,试验用异形盖状钣金零件如图4所示,零件最大直径100mm,板料最大厚度1.2mm,如果采取冷冲成形,工艺繁芜,而且对设备哀求较高。有模单点成形用到的支撑模如图5所示,该模具用45钢数控加工成形;有模单点成形压头成形道次刀路采取UG软件天生NC代码,如图6所示。
图4 异形盖状钣金零件示意图
图5 支撑模
图6 压头运动轨迹
成形步距对成形质量影响
2024铝合金板料尺寸为250mm×250mm,选择双道次成形步距为0.4mm、0.3mm、0.2mm、0.1mm,成形其他参数包括:主轴转速500r/min,进给速率8000mm/min,润滑办法选择润滑脂,成形工具头选择R6mm的半球形工具头。详细参数见表1。
表1 不同成形步距成形结果
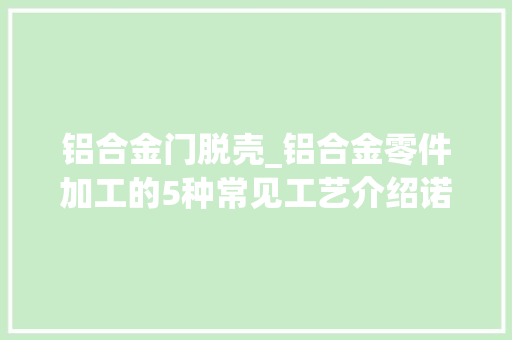
试验表明:在其他试验参数不变的情形下,成形步距越小,成形零件所耗费的韶光越多,零件的表面越光滑,步距为0.4mm和0.2mm的成形效果如图7所示。但是随着步距减小,零件表面质量并不能进一步提高。
图7 不同步距成形效果
主轴转速对成形质量的影响
主轴转速分别采取500r/min和1000r/min,进给速率选择8000mm/min,利用同样润滑脂,成形工具头为R6mm的圆形工具头,主轴转速、步距参数见表2。
表2 不同主轴转速成形结果
试验表明:进给速率不变的情形下,主轴转速越高,成形零件的表面越光滑。步距0.4mm,主轴转速为500r/min和1000r/min的成形效果如图8所示,在其他成形参数不变的情形下,主轴转速越高,零件表面质量越好。主轴转速提高,表面质量会提高,紧张是由于进给速率一定时,工具头转速越高,工具头对板料的碾压即抛光浸染越充分,表面微不雅观沟槽就越浅,宏不雅观上表现为表面越光滑。
图8 步距0.4mm,不同主轴转速成形效果
双道次不同成形步距对成形质量影响
各道次不同步距成形结果见表3,不同步距成形效果如图9所示。试验表明:在试验范围内所有零件均成形,未创造明显毛病,随着步距增大,零件的成形韶光大幅减少;而零件终极表面质量紧张与第二道次成形步距干系,步距越小零件表面质量越好。因此,为兼顾成形韶光及终极零件表面质量,在实际生产中可以优先大步距进行第一道次成形,小步距进行第二道次成形。
表3 各道次不同步距成形结果
图9 不同步距成形效果
根据以上试验结果,确定该异形盖状钣金零件终极成形参数为:主轴转速为1000r/min,步距为0.4mm→0.1mm,润滑剂为润滑脂,成形工具头选择R6mm的圆形工具头,终极零件成形韶光为18分02秒。将成形零件与板料大部分连接部分去除后,把零件送到钳工进行末了的去毛刺处理,终极成形零件的试样如图10所示。
图10 钣金零件终极成形
结 束 语
⑴试验条件下,繁芜零件双道次单点成形过程中,步距减小,零件表面质量提高,但当步距小于0.2mm时,零件有开裂风险。
⑵繁芜零件双道次单点成形过程中,主轴转速提高能够提高零件表面质量。
⑶零件双道次单点成形过程中,为兼顾成形韶光及终极零件表面质量,在实际生产中可以优先采取大步距进行第一道次成形,小步距进行第二道次成形的策略。
李 斌
作者简介
西席,技师,紧张从事三坐标丈量、公差合营与技能丈量、数控加工技能、工装夹具制作课程传授教化及干系课题研究事情。
——摘自《钣金与制作》2022年第5期