关键词:铝金属铝合金 铸造 挤压 裂纹 加工质量

导语
我们通过以下知识充分理解该铝合金材料生产裂纹产生的缘故原由以及预防方法各种材料产生的裂纹缘故原由所在,我们一览无余的生动的表示出来,改如何去办理此类问题,以免在后续生产中造成不必要的麻烦以及不必要的丢失。。。。。。。
00-序言
根据铝型材,铝合金材料生产裂纹产生的缘故原由以及预防方法各种材料产生的裂纹缘故原由,铸造,挤压平分类方法也不同,各种分类办理方法如1-6所示:
序言
01-热裂纹
冷凝时产生的裂纹叫热裂纹
01-2-宏不雅观组织特色:
在铸锭低倍试片上裂纹弯曲而不平直,有时裂纹有分叉,断口处裂纹呈黄褐色和氧化色,颜色没有冷裂纹断口新鲜。一样平常在铸锭中央区涌现。
01-3-显微组织特色:
沿枝晶裂开并沿晶发展,在裂纹处常常有低熔点共晶添补物。
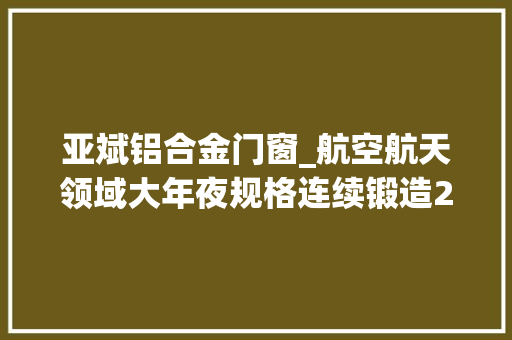
01-4-热裂纹形成机理:
热裂纹是一种普通又很难完备肃清的铸造毛病。由于在固-液区内的金属塑性低,熔体结晶时体积存缩产生拉应力,当拉应力超过当时金属的强度,或紧缩率大于伸长率时则产生裂纹。热裂纹种类紧张有表面裂纹、中央裂纹、放射状裂纹和浇口裂纹等。
热裂纹显微组织
02-冷裂纹
铸锭冷凝后产生的裂纹叫冷裂纹
02-1-宏不雅观组织特色:
在铸锭低倍试片上呈平直的裂线,断口比较整洁,颜色新鲜呈亮灰色或浅灰色,断口没有氧化。
02-2-显微组织特色:
裂纹不沿枝晶发展,横穿基体和枝晶网络,裂纹平直清晰。
冷裂纹宏不雅观组织
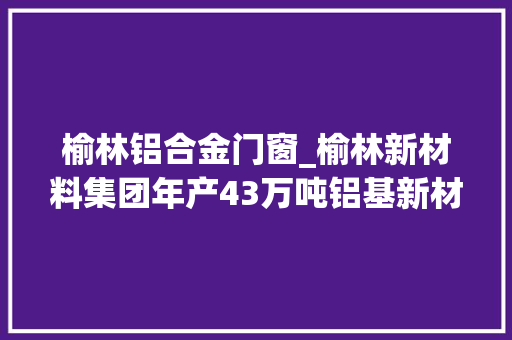
02-3-冷裂纹形成机理及防止方法:
铸造时凝固冷却过程中,铸锭内部由于冷却不均,产生极大不平衡应力。不平衡应力集中到铸锭的一些薄弱处产生应力集中,当应力超过了金属的强度或塑性极限时,在薄弱处则产生裂纹。
冷裂纹多发生在高身分的大尺寸扁锭中,产生底裂、顶裂和侧裂,有时也发生在大直径圆锭中,开裂时常伴有巨大的响声,有时造成危险事件。当铸锭均匀化退火后,由于内部的应力已经肃清,不会再产生裂纹。
由于热裂纹对冷裂纹有很大影响,生产中有时创造由热裂纹引起冷裂的情形,因此两种裂纹产生的缘故原由常常难以分辨。
冷裂纹微不雅观组织
03-冷隔
铸锭外表皮上存在的较有规律的金属重迭或靠近表皮内部形成的隔层叫冷隔。
03-1-宏不雅观组织特色:
在铸锭表皮上呈近似圆形、半圆形或圆弧形不合层,不合层处金属呈沟状凹下。在低倍试片上组织有明显分层,分层处凹下形成沿铸锭外表面的圆弧状玄色裂纹。
03-2-显微组织特色:
冷隔处为玄色裂纹,裂纹两边组织附近。
03-3-形成机理:
由于铸造工艺不当,在熔体与结晶器打仗的弯月面上,由于液穴内的金属不能均匀到达铸锭边部,在金属流量小的地方,熔体不能充分补充,该处的熔体温度很快低落结晶成硬壳,硬壳与结晶器间产生空隙。当结晶槽中金属液面提高到足以战胜表面张力并冲破表面氧化膜时,熔体流向已产生的空隙中,后来的熔体结晶后与先结晶的已形成表面氧化膜的硬壳不能焊合。
冷隔宏不雅观组织
04-挤压裂纹
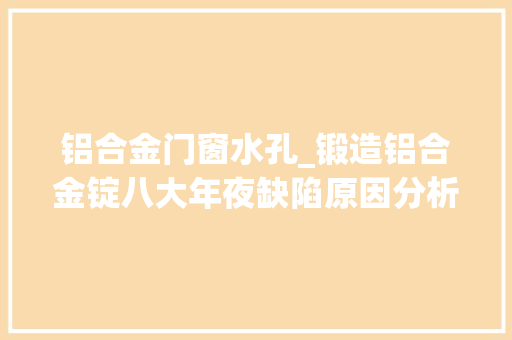
在挤压制品横向试片边缘呈小弧状开裂,沿其纵向具有一定角度周期性开裂,轻时隐于表皮下,严重时外表层形成锯齿状开裂,严重地毁坏了金属连续性。挤压裂纹由挤压过程中金属表层受到模壁过大周期性拉应力被撕裂而形成。
04-1-紧张的产生缘故原由
1:挤压速度过快;
2:挤压温度过高;
3:挤压速率颠簸太大;
4:挤压毛料温度过高;
5:多孔模挤压时,模具排列太靠近中央,使中央金属供给量不敷,甚至中央与边部流速差太大;
6:铸锭均匀化退火不好。
棒材挤压裂纹
挤压裂纹显微照片
05-铸造裂纹
在锻件试片的边缘或中央部位形成裂口。
缘故原由是由于铸造应力过大,变性过快,使金属内部产生撕裂。
铸锭坯料内的疏松、羽毛晶等毛病随意马虎引起这种裂纹。
06-焊接裂纹
在焊接应力等成分浸染下,焊接接头局部区内的金属原子结合力被毁坏产生的缝隙。
06-1- 产生缘故原由:
焊接构造不合理,焊缝过度集中,焊接接头拘束度过大。
熔池尺寸过大,温度过高,合金元素烧损多。
收弧过快,弧坑没有添补饱满,焊丝撤回过快;
焊接材料熔合比不得当。焊丝的熔化温度偏高时,会引起热影响区液化裂纹。
焊丝合金身分选择不当;当焊缝中的镁含量小于3%,或铁、硅杂质含量超出规定时,裂纹方向增大。
弧坑没填满,涌现弧坑裂纹
铝合金属于范例的共晶合金,在激光焊接快速凝固下更随意马虎产生热裂纹,焊缝金属结晶时在柱状晶边界形成AL-Si或Mg-Si等低熔点共晶是导致裂纹产生的缘故原由。为减少热裂纹,可以采取填丝或预置合金粉未等方法进行激光焊接。通过调度激光波形,掌握热输入也可以减少结晶裂纹。
06-2-防止方法:
焊接构造的设计应合理,焊缝支配可相对分散些,焊缝应只管即便避开应力集中,合理选择焊接顺序。
采取相对小的焊接电流,或适当加快焊接速率。
收弧操作技能要精确,收弧处可加引出板,避免收弧过快,也可采取电流衰减装置填满弧坑。
精确选择焊接材料。所选焊丝的身分与母材要匹配。
加入引弧板或采取电流衰减装置填满弧坑。
07-模具开裂磋商
H13模具淬火后反面直口开裂缘故原由磋商
H13铝合金热挤压模具淬火后反面直口程弧形开裂求指教,淬火工艺850升温1小时,保温2小时,1030升温0.5小时,保温2小时,出热室油冷0.5小时出炉,出炉油温50度旁边,回火炉有余温340旁边,检讨未创造裂纹,装炉回火,升温到580保温3小时后出炉后创造反面直口开裂,模具直径300120.装炉量不稳定每次200-430公斤不等,装炉模具大小也不等,最大300120最小12040.开裂也不是常常涌现,直径260-300偶尔涌现一个,模具开裂部位是直角,延直角根部程圆形开裂,裂纹长度不等,没有分叉,40炉旁边涌现过2-3个。
求大侠们指示,提出宝贵见地,指出缘故原由及办理办法,感激!
工艺预热一次是否有欠缺之处,欢迎大家踊跃发言。
关键词:铝合金,裂纹缘故原由,裂纹预防
一个有温度的平台一个有深度的平台