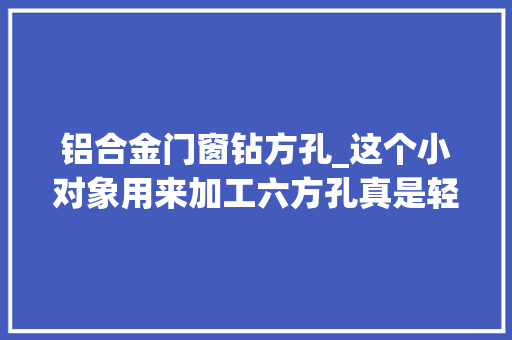
热室压铸设备
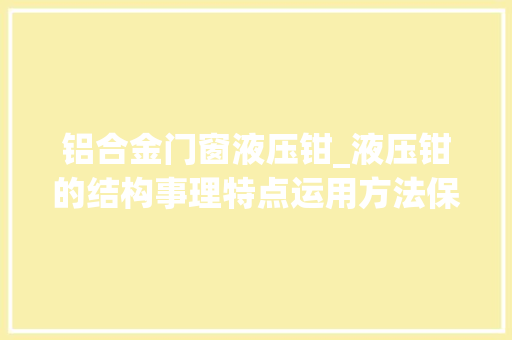
冷室压铸设备

压铸设备将电机的电能通过马达转换为泵的液压能,从而进行动作(即打开和关闭模具以及喷射熔化金属进入模具型腔)。
压铸工艺的压射部分是利用液压系统的能量来推动冲头,从而将熔化金属推进模具型腔。熔化金属进入模具型腔前通过一个称为流道的流动通道以及一个横截面积更小的称为浇口的部分。浇口有加速金属流动的浸染,同时它也使得流道系统可以轻易与铸件分开(详细可详见流道和浇口部分的手册)。
起始阶段冲头的状态
铸件成型
该图显示的是冷室设备金属被添补的过程,此时冲头向前运动并且生产出压铸件产品
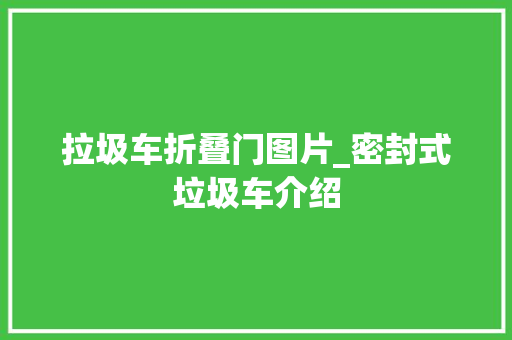
压射过程可以用一个普通的园林软水管来打比方。水从软管流出时,将拇指压住出水口端,此时水的速率会变快。这样一来水的出口变小,就像一个压铸模具的浇口一样。不仅水的速率会增加,同时会觉得得手指处有压力。这个压力使得水加速。熔融金属注入模具的压力更大,速率须要达到200-300千米每小时。
将拇指放在园林软水管末端利用更大的压力使出水的速率更快
液压回路在这一部分,我们来学习一下液压回路的各个部分。
电机- 电机驱动液压泵,供应高压液压油,部分液压油储存在蓄能器里。高压液压油用于推动冲头,冲头将金属推过浇口并进入模具型腔。
电机类似汽车的发动机,小型车一样平常有一个小的低功率发动机,而大型车一样平常有一个大功率发动机。因此250吨锁紧力的压铸机一样平常会有一个小的电机而一个2500吨的压铸机有一个较大的电机。
液压泵-这是压铸设备的心脏,它给液压油压力,在全体压铸循环周期里液压油可以用于推动压铸机各个部件。各部分的移动是通过数个阀门和液压活塞实现的。
液压阀-压铸设备的各个部件的运动是由一系列的阀门掌握的,其紧张有两个功能:
把液压油导至液压缸掌握液压油的流量这两种不同的功能每每由两个不同种类的阀门来实现,只管当代压铸机上也可以由一个阀门进行掌握(称之为穆歌阀)。我们来看看这两种不同的阀门以及它们的运用。
勾引流动:这些阀门的打开和关闭是为了让液压油流体进入油缸。液压活塞的运动依赖于阀门打开的快慢,这一点是非常关键的。如果阀门的打开须要一秒钟,在这一秒钟结束以前,活塞不会按照期望的速率进走运动。在一个高压压铸设备上,用来掌握冲头活塞的是一个分外阀门,可以决定活塞运动的速率,以及活塞达到该速率即建速所须要的韶光。在很多压铸设备上,阀门开启达到精确所设定速率的韶光只须要10-60毫秒。这个韶光听起来很短,但也便是在这个韶光之内金属添补进入模具型腔成型产品。因此,在金属添补模具型腔之前,要有足够的韶光使活塞加速到精确的速率。而且速率从慢压射速率变到快压射速率要在模具开始添补熔融金属之前完成(除非利用的是预添补)。滑柱阀的开启和关闭非常迅速,因此常常运用在压铸机的冲头上。滑柱阀的阀芯是带有一圈沟槽的圆柱体,阀芯套在套筒里与管道相连,当沟槽和管道对齐时,液压油可以通过。让阀芯退回,液压油流动结束。
掌握流量:这类阀门是通过改变开口的大小来调节液压油进入各种油缸的流量和方向。举例来说,如果希望冲头向前的移动速率慢一些,那么则须要打开小部分阀门以掌握进入油缸的液压油流量。这就像是轻微打开水龙头,让水流开始滴答。老式压铸机设备上利用的流量掌握阀紧张是锥形阀,便是大略的一个圆锥放置在卡座上。眇小的公圆锥移动就可以使开口巨大。虽然阀门开启的旋钮有很多圈,但在3/4圈的改变量最大。之后将阀门连续开启,所产生的影响微乎其微。
液压缸-电机的能量使液压泵旋转从而使液压油增压。液压油的流动方向和速率由液压阀掌握,流入液压缸。
液压钢缸有一根管道,由此高压液压油流入液压缸。液压缸活塞上有密封圈防止液压油漏过活塞。活塞的一侧受到高压压力(P1)在活塞横截面(A1)上一个浸染力。这个浸染力可以推动活塞提高。如果液压油从活塞的其余一侧进入,那么活塞将退却撤退。
如果活塞的横截面积变成两倍,那么其受到的力也更加。这一事理也适用于一样平常的汽油发动机。这便是为什么小型发动机比如汽油修剪器有一个小的活塞,供应的动力也比较小。而卡车的发动机供应的动力很大。缘故原由是由液压压力和活塞的面积共同决定了活塞所供应的推力大小。在高压压铸设备上,小压铸机的冲头液压缸要频年夜型压铸机的小得多。
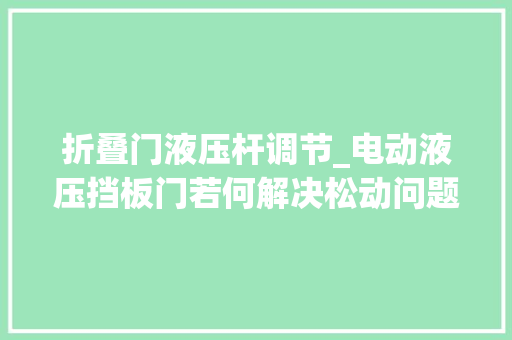
蓄能器- 蓄能器是一个大的钢瓶容器,一样平常安装在冲头的附近,阔别操作职员一侧。大概不仅是一个蓄能器,有的大型设备可能有四个蓄能器。在钢瓶中有液压油和气体。液压油和气体由可折叠的气袋或者活塞分别隔来。
精确的蓄能器添补
液压油不敷或气体过多
蓄能器的功能是存储高压气体,以及在压力下的液压油为压铸设备在达到峰值时利用。比如,在冲头活塞高速运动时,须要高流量的液压油和极高的压力,但持续韶光不长,不到一秒钟。这意味着供应这样高压液压油的液压泵尺寸非常大并且造价昂贵,尤其是在其他的韶光里并不须要这么大的动力。更好的方案是,将液压油储存在蓄能器中并将容器中的气体压缩,此时只需利用一个相对便宜和小型的液压泵。在流速的高峰期,液压泵动力不敷时,来自蓄能器的液压油可以补偿。随着液压油的排出,容器内气体膨胀。当高峰结束后,液压泵回充蓄能器。因此,蓄能器的浸染就像汽车的发电机一样,在汽车起动时供应动力,随后再由发动机回充电力。其余,让蓄能器正常事情,容器中该当有足够的气体进行膨胀,同时该当有足够的液压油以备高峰期利用。大多数的蓄能器的气体和液压油占比都是各50%。设备掩护也同样主要。把稳蓄能器的情形,万一压力低落,会直接影响铸件产品的质量。
掌握打算机-液压阀的开启节点、开启韶光以及开启的幅度是由打算机掌握的。因此打算机是这个压铸系统的核心大脑。实现这个目的,操作职员须要一个掌握台,可以开启设备和实行设备的根本任务,以及一个掌握面板可以调度压铸工艺的慢压射速率或者快压射速率。(比如,这些阀门开启的量以及什么时候开启)。就像先前展示的那样,设备无法在计时器开始后,急速达到所设定的高速,打开掌握阀须要韶光。因此,仔细地设计设备的参数是非常主要的。
冲头我们在之前的章节展示了设备液压系统的各个部分的功能。现在我们一起来看一下设备的实际事情端-冲头。
压铸设备的事情端便是冲头。它大略地包括一个液压缸,一个活塞和一些掌握液压油流动的液压阀。
工艺顺序一样平常是从一个小的液压阀打开开始,液压油流入液压缸,液压活塞缓慢向前移动。一段韶光后,或者活塞到达某个位置,第二个稍大的液压阀开启,使液压活塞快速向前移动。一旦活塞停滞运动,这意味着模具已经充满了金属,接下来须要一个更高的压力,被称作增压过程。这个高压可以将铸件里的空气泡挤压更小,同时将金属进一步推入模具型腔,以肃清可能的冷却凝固缩孔。这被称为增压阶段。
虽然这些气泡的尺寸减小了,其所受到的压力却很大。如果铸件在脱模阶段没有足够冷却,金属可能无法包住高压气泡,这些气泡会膨胀,使铸件表面形成鼓泡。
如果铸件太热气泡中的空气将会膨胀形成鼓泡
冲头功率的分布办法非常主要。功率的一部分用于移动冲头和液压系统,一部分用于将金属推出浇口。
压铸设备的功率是固定的。让冲头快速移动花费很大的功率。类似于开汽车,须要使劲踩下油门让车加速。但是让车加速的能量越大意味着再让车爬坡的能量越小。因此一个全速行驶的汽车在爬坡时它的速率会逐步降下来。但同样一个汽车匀速行驶,比如速率在60公里每小时,可以轻松地爬坡。
同样的情形也发生在压铸设备的冲头上。希望冲头运动的速率更快,意味着将金属推进模具的能量就越小。因此将冲头速率设定在5米每秒的最高速率, 并不虞味着冲头还会按照这个速率将金属推进模具型腔(就像汽车爬坡一样)。活塞的速率会降落,直到它有足够的能量将金属推进模具型腔。因此,一味的将冲头的速率一增再增,并不能改变铸件产品的质量,由于在金属添补时,冲头速率是不会再增加了。
总结
压铸设备冲头的功率是固定的。活塞运动速率越快,用于坚持这个速率的能量就越大,那么可用于推动金属进入模具的能量就越小。
实现活塞的高速
再次拿行驶的汽车打比方,汽车正在以60公里每小时的速率行驶,如果希望速率可以达到100公里每小时,那么车子须要一些韶光达到这个速率。希望达到的速率越高,加速的韶光就越长。对付压铸设备的冲头来说,事理是同等的。假定压铸设备的最高速率是5米每秒, 那么达到这个速率也须要一段韶光 (而且在金属开始添补模具型腔时速率会急剧低落)。
液压活塞和连杆相连,通过连杆,液压活塞与其余一个液压缸和活塞系统相连,这个装置被称作压室。这个装置的活塞尖端是冲头,它的浸染非常主要。冲头尖真个一侧是熔化的金属,为防止熔化的金属回流,冲头尖端要与套筒密封,冲头尖端还要在铸件成型后来冷却料饼部分。冲头的尖端须要润滑,以防止其与套筒咬合,还须要有冷却的能力,能防止过烧,并冷却料饼。这一部分是全体设备的关键部件,须要小心保养和照看。
冲头的液压示意图
合模机制模具的锁紧系统也是压铸设备液压系统的一部分,须要足够稳定才能承受压铸过程中所产生的张力。压射时,熔融金属受到极大的压力。将这个压力和零件投影面积以及流道的投影面积等相乘往后,所得到的力会迫使模具胀开。锁紧力是抵抗这个使模具胀开的张力。因此,为使模具闭合,须要有一些手段能够承受压射时的压力。可以利用一个液压油缸,但液压油缸的尺寸将会非常大才行。因此最常见的办法是利用液压油缸浸染于一个机器锁紧系统,即锁扣。
锁扣的位置在尾坐模板(静止不动)和活动模板(可以活动)之间。动模是安装在活动模板上的。定模是安装在固定模板(静止不动)上的。哥林柱将尾板和固定模板连接起来,可移动模板在哥林柱上滑动。动模板还须要摩擦条和摩擦片的支撑来运动。
锁扣系统可以将一个小的液压力放大至50倍的锁紧力。在这种情形下,不须要大型液压油缸就可以供应很大的锁紧力。
锁扣合模锁扣的曲臂不断伸直时,推动活动模板和动模向前,直到和定模相打仗合紧。它们打仗后锁扣不断伸直,哥林柱拉紧,模具得到了锁紧力,动定模锁紧在一起。
当我们拉扯一个弹簧时,弹簧回弹力的大小取决于它的伸长长度。哥林柱和锁扣机制也是类似,哥林柱拉紧的量非常关键,决定了所产生的全部锁紧力。过量的拉紧和锁紧力将会使设备过载,而不敷的锁模力将无法让模具锁紧在一起,熔融金属可能会从模具漏出(飞边)。因此锁扣终极位置的设定至关主要。
所有的哥林柱所受到的拉紧力该当均匀。如果大部分载荷在某一个哥林柱上,那么将会产生飞边的问题,哥林柱也会很快发生溘然间的断裂。在哥林柱发生断裂以前很难检测出哥林柱涌现裂纹。最常见的方法便是利用超声波检测,一些最近的进展是采取超声波探伤,能够在断裂前创造其已经有裂纹的存在。
锁扣系统取决于以下几个成分:
1 精确的设置-如之前先容的,这瞄准确的利用设备是非常关键的
2 精确的润滑-连接栓上该当有足够的润滑油脂或者油
3 良好的轴承- 锁扣的全体平衡是非常主要的,个别锁扣的过载将可能造成产品飞边或者连接栓寿命的低落
4 锁紧液压缸的抖动- 随着模具的闭合,会创造液压缸涌现一个奇怪的抖动,它解释模具是否精确锁紧。定期的快速检讨一下这一点,可以避免严重问题的发生。
模具锁紧系统还包括摩擦片和耐磨条。如果这些部件没有得到良好的润滑,磨损迅速,开模时,模具会发生掉落,将造成巨大的危害。
再补充一点,良好的模具锁模与不良的锁模之间每每只相差0.25毫米。如果模具生锈,生锈层的厚度就可能轻易达到0.25毫米,因此要用钢丝刷清理模具的背面,然后将模具装置到模框内。同样的,如果模具之间存在0.25毫米的飞边,模具将无法精确锁紧,而且会导致更大的飞边。如果再重新调度存在飞边的压铸设备上的模具,飞边掉落往后,将再次无法得到精确的锁紧力,由于模具间还是有0.25毫米的偏差。把模具清理干净,并良好的保持,那么工艺上这个部分将具有非常好的重复性,操作起来没有什么困难。其余模具温度升高时将会膨胀,这个量可以达到0.25毫米乃至更多。该当在模具加热的过程中,进行调度。
为什么要关注这些
设置压铸设备的参数是一个艰巨的差事。在战胜脏污,磨损和破坏之前,无法将设备设置良好。良好的维修掩护操持,包括定期检讨,定期清理,将可以减少很多麻烦。没有人希望做很多事情,却无法得到良好质量的铸件产品,尤其是,这个任务每每要设备操作员来承担。这个问题的产生可能是由于设备产生的故障或者模具制造商的任务。举例来说,磨损的锁扣连接栓将会造成不屈均的锁紧,从而产生不可控的飞边。连接栓过长也会导致同样的问题。
如果您以为哪里不正常,那么请申报请示出来。将事情做对将会使事情更加随意马虎。
请记住你是团队的一部分。越早将问题申报请示给团队越会帮助到每一个人。
涌现故障时怎么办墨菲定律认为越涌现危急的时候就越可能涌现问题,尤其是来日诰日中午必须要有10000件产品出货的时候。当事情做错了,就会发生问题。你该当对设备如何事情有所理解,那么就可以快速的找到问题的所在。以下整理出的清单描述了问题发生时该当检讨哪些方面。
1.飞边
设备的问题
飞边
锁扣的锁紧-模具表面受到的压力不敷
只有一个哥林柱承受所有的应力
哥林柱禁固的螺栓松了
锁扣轴套磨损了
模板变形或者破坏了
套筒凸台使定模的部分分开了模板
模具的问题
飞边
防撞杠太长
检讨卡簧和衬套之间的空隙
滑块下面有飞边或者滑块滑动路径上有飞边
心部顶针破坏了
顶出销卡住或者破坏
模具不是方形的,比如定模的背面和动模的背面不平行
顶出板和模具背板之间有异物
2.冲头异响
导致异响的缘故原由
锤头润滑还在正常事情么
锤头冷却正常事情么
锤头和套筒的位置是否平行/同轴
锤头顶端是否有飞边,或者磨损
套筒是否破坏
3.能量不敷
能量不敷
蓄能器须要充氮气
液压泵须要掩护
泄油阀到油池的油通路壅塞
4.速率发生改变
速率发生改变
滑柱阀卡去世(可以通过声音辨别事情正常和事情非常的差异)
锤头在套筒中发生卡滞
液压系统中有空气
液压须要检讨以及必要的改换(油太浓)
5.铸件突发的疏松
突发性疏松
检讨蓄能器
检讨是否有飞边,检讨模具的锁模
检讨锤头速率是否有变快或变慢,检讨锤头监测跟踪系统
排气孔有蜡或者飞边
模具的喷涂有改变
模具有裂纹,有水渗入模仁